【水知识一千问第275篇】从设计措施上浅谈焊接变形的预防与控制措施
如何预防与控制焊接变形,是焊接过程中的关键,预计以两天内容向大家推出,今天我们先从设计角度进行分析,下周向大家介绍在焊接构件生产制造过程中应采用的一系列措施,包括焊前预防措施、焊接过程中的控制措施和焊后矫正措施。

一.尽量减少焊缝数量
焊缝截面积是指熔合线范围内的金属面积。坡口尺寸越大,焊缝面积越大,冷却时收缩引起的塑性变形量越大,收缩变形越大。
在设计焊接结构时,应当避免不必要的焊缝,尽量选用型钢、冲压件代替焊件。合理地选择肋板的形状,适当地安排肋板的位置,优化肋板数量,避免不必要的焊缝,以减少肋板数量来减少焊接和矫正变形的工作量。

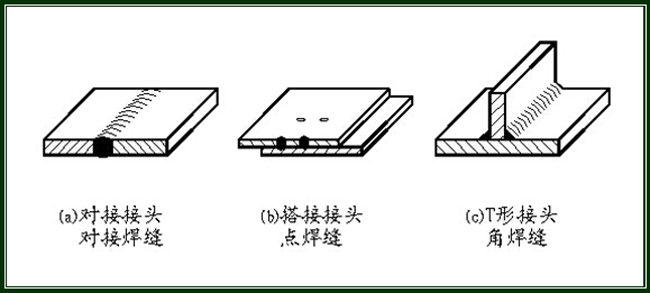
二.合理地选择焊接的尺寸和形式
焊接尺寸直接关系到焊接工作量和焊接变形的大小。焊缝尺寸大,焊接量大,焊接变形就大。因此,要尽量减少焊缝的数量和尺寸,在保证结构的承载能力的条件下,设计时应尽量尽可能采用较小的坡口尺寸,减小焊缝截面积,对于板缝较大的对接接头应选“X”型坡口代替“V”型坡口,减少熔敷金属总量以减少变形。

对于不需要进行强度计算的“T”型接头,应选用工艺上合理的最小焊脚尺寸,采用断续焊缝比采用连续焊缝更能减少变形。
当设计计算确定“T”接头角焊缝时,应采用连续焊缝,不应采用与之等强的断续焊缝,并应采用双面连续焊缝代替等强度的单面连续焊缝,以减少焊角尺寸。
对于受力较大的“T”形式或“十”字接头,在保证强度的条件下,应采用开坡口的角焊缝比一般角焊缝可大大减少焊缝金属,减少焊接变形量。
低碳钢最小焊脚尺寸(mm)
|
板厚
|
≤6
|
7-18
|
19-30
|
31-50
|
51-100
|
|
最小焊脚尺寸
|
3
|
4
|
6
|
8
|
10
|
三.合理设计结构形式及合理安排焊缝位置
设计结构时应考虑焊接工作量最小,以及部件总装时的焊接变形量最小。薄板结构应选合适的板厚,减少骨架间距及焊角尺寸,以减少波浪变形。此外,还应避免设计曲线形结构。
由于焊缝横向收缩通常比纵向收缩显著,因此应尽量将焊缝布置在平行于焊接变形量最小的方向,焊缝位置应尽量对称于截面中心线(或轴线),或者使焊缝接近中心线线(或轴线),这对于减少梁、柱等类型结构的扭曲曲变形有良好的效果。

这就是今天我们大河人家水处理工程师和您分享的内容了。如果您有不明白或者您在现实中遇到什么问题,欢迎咨询大河人家水处理技术咨询服务手机13818884596(上海),13007524596(郑州),个人QQ:921951903,微信个人号sunyubiao518146,微信公众号dhrj123456(大河人家水处理设备),欢迎咨询探讨。